我们的现场实拍视频将带您走进《阿拉善》【当地】【螺旋管】 冷拉扁钢优质工艺产品的世界,产品视频细节之美一览无余!
以下是:《阿拉善》【当地】【螺旋管】 冷拉扁钢优质工艺的图文介绍

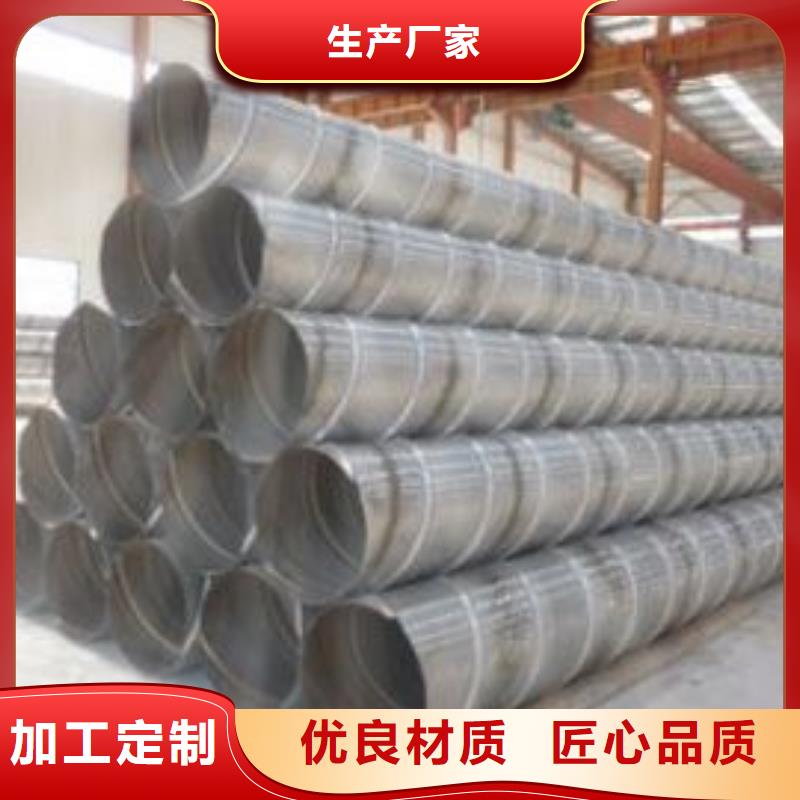
螺旋管正确的存储方法。 我们需要将近螺旋钢管存放在仓库中,不要将其露天存放,并且需要确保仓库中的存放干净。 整洁,排水环境良好。 如果地面上有杂草或其他杂物,则需要清洁和存放。 这是为了保持螺旋钢管的清洁。 腐蚀性气体会腐蚀螺旋钢管。 而且酸,碱,盐等物质与螺旋钢管的接触也会产生腐蚀作用,因此我们需要做好保护螺旋钢管的工作,避免与这些物质接触。 我们还需要对存储过程进行分类。 工作中,这是为了避免使用上的不便。 我们还需要定期检查螺旋钢管。 如果发现螺旋钢管已生锈,我们还需要及时清除生锈的产品并分析腐蚀的原因。通过正确的处理,避免了其他螺旋钢管的腐蚀。


螺旋管在制作螺旋焊管过程中,需注意以下几个问题:
涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。 矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、阿拉善当地板边平行度和坡口形状。剪切成型:将钢 板沿外沿螺旋卷曲成管状。对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。目视检查:由专业技术人员对一些基本的参数进行检查。



聚力群达金属材料有限公司主要经营 阿拉善冷拉扁钢、。 公司始终把客户满意做为我们服务的目标,为客户提供一体化服务。公司借助深厚的行业经验和广泛的资源,不断开拓崭新的市场,努力构建完整的产业模式,始终坚持“一诺千金,双赢互利,品质永恒”的经营理念,专注 阿拉善冷拉扁钢、行业,在业内具有良好的口碑和知名度。


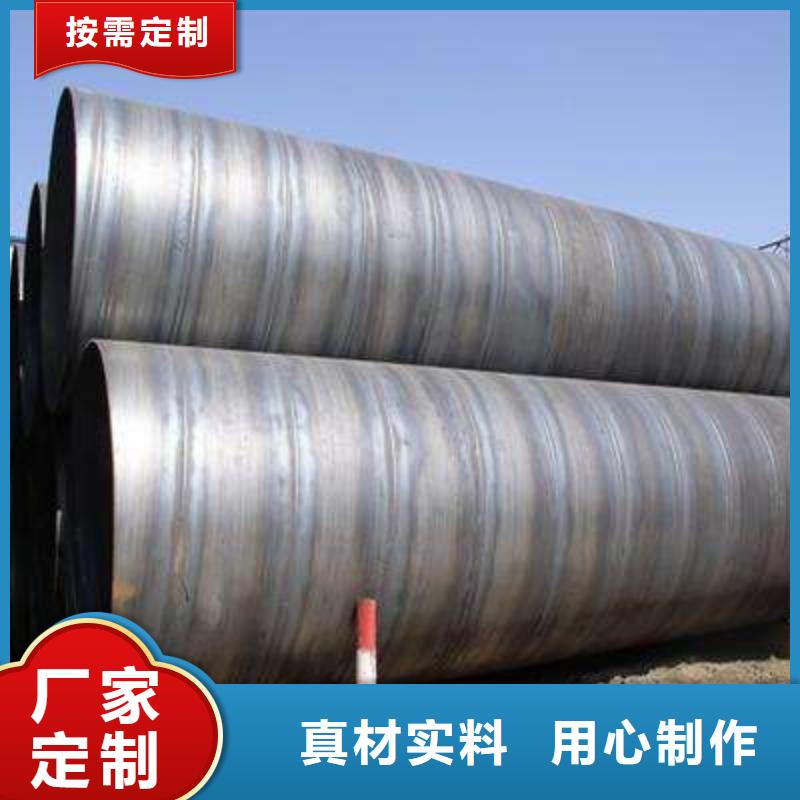
在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。






 扫一扫
扫一扫